
電解槽側(cè)部內(nèi)襯破損部位如何修補,效果怎么樣?
2023-12-14 17:03:13 點擊:

電解槽的使用壽命直接影響了生產(chǎn)成本,是哪些方面會影響電解槽的壽命,側(cè)部內(nèi)襯破損如何修補?請看詳細(xì)介紹。
鋁電解槽通常為矩形鋼殼,內(nèi)襯碳磚。電解槽中懸有一碳陽ji,其碳質(zhì)槽底為陰ji。電解還原出來的金屬鋁熔體沉積于槽底陰ji。陽ji放出的氧與碳陽ji反應(yīng)生成CO與CO2。槽內(nèi)電解質(zhì)與鋁保持熔融狀態(tài),隔一定時間從槽內(nèi)放出鋁液,并向槽內(nèi)加入一定量的Al2O3與冰晶石(3NaF.AlF3)等。電解溫度為900~1000℃。
影響鋁電解槽槽襯壽命的幾個關(guān)鍵因素是槽殼強度,內(nèi)襯材料、筑爐工程和焙燒起動操作。其中后兩項可以依靠在施工及生產(chǎn)中執(zhí)行行之有效的規(guī)程來解決,而前兩項則須在設(shè)計階段做出合理的處 理,包括槽殼在生產(chǎn)中承受應(yīng)力及其強度的計算和內(nèi)襯材料的選擇。
1.傳統(tǒng)熱修補方法
傳統(tǒng)熱修補方法是在側(cè)部內(nèi)襯破損修補部位對應(yīng)的陽ji端頭處插下一片鋼板,鋼板起到阻擋電解質(zhì)和鋁液的作用,然后在鋼板和槽殼之間補加一定量的碎料塊,用多功能天車的打殼機構(gòu)將修補處砸實,砸實后在破損處沿著槽殼用風(fēng)鎬刨開一條溝槽,溝槽尺寸根據(jù)現(xiàn)場實際情況而定,一般溝槽刨到人造伸腿的上沿,深度約20cm,寬度約12cm,刨溝槽或者清理溝槽過程中出現(xiàn)少量滲鋁的現(xiàn)象,一般用耐火泥和紅土泥糊住,再清理干凈溝槽,下部噴撒煤焦油,用100℃左右的熱搗糊找平下部后將側(cè)部炭塊放置于溝槽內(nèi)。安裝側(cè)部炭塊時要求相鄰側(cè)部炭塊之間縫隙盡可能小、側(cè)部炭塊上表面與電解槽槽沿板齊平或降低1cm,炭塊與側(cè)部槽殼之間的縫隙用氧化鋁粉填充,上述施工完成后,將鋼板拔出,后焊接壓鐵板。
2.熱修補方法的優(yōu)化改進
修補方法改進的目的是在電解槽側(cè)部內(nèi)襯進行修補時不影響電解槽運行和鋁液質(zhì)量。技術(shù)人員研究后決定,修補時斷開修補部位對應(yīng)的陽ji導(dǎo)桿,讓該陽ji不導(dǎo)電,修補部位的溫度有所降低、磁場減弱、在修補時滲鋁幾率較少,插入鋼板后對鋁液質(zhì)量沒有影響,但能達到傳統(tǒng)熱修補方法的修補效果。刨溝槽等工序與傳統(tǒng)熱修補方法工序一致,但下部找平的糊料應(yīng)用了冷搗糊。
修補時為保證施工,斷開陽ji導(dǎo)桿后,在導(dǎo)桿與水平母線、導(dǎo)桿與小盒卡具之間都要包裹牛皮紙,同時確保導(dǎo)桿垂直不與掛鉤接觸。防止因發(fā)生突發(fā)陽ji效應(yīng),造成接觸部位導(dǎo)電、局部過流、掛鉤口工藝節(jié)能卡具損壞等事故的發(fā)生。
在電解槽側(cè)部內(nèi)襯修補期間,陽ji導(dǎo)桿可斷電的理論分析:某公司240kA電解槽是雙陽ji,陽ji電流密度為0.733A/cm,當(dāng)一組陽ji不導(dǎo)電時其他陽ji分擔(dān)了該組陽ji的電流,此時陽ji電流密度大至0.782A/cm。據(jù)文獻報道:隨著陽ji炭塊生產(chǎn)工藝水平的提高,目前陽ji炭塊的電流密度可達0.9A/cm以上,故斷開一組陽ji導(dǎo)桿后實施爐幫熱修補是可行的。
鋁電解生產(chǎn)中主要的操作是更換陽ji,在正常生產(chǎn)情況下每槽兩天需更換一次陽ji,更換陽ji時間大約20min,新陽ji上槽后由于陽ji與電解質(zhì)之間存在巨大溫差,在新陽ji浸入電解質(zhì)與陽ji底掌接觸后,因溫差原因在陽ji底掌表面形成一層電解質(zhì)凝殼,這一層凝殼將液態(tài)電解質(zhì)與陽ji完全隔離,從而使陽ji炭塊失去導(dǎo)電作用。隨著新陽ji掛槽時間的延長、溫度逐漸升高,新陽ji底掌表面電解質(zhì)凝殼逐步熔化,陽ji電流分布面積也逐步加大,16h后陽ji電流分布面積達到70%,而修補側(cè)部內(nèi)襯時斷開陽ji的時間一般不超過3h,這充分證明在3h內(nèi)斷開一組陽ji對電解槽不會造成任何影響。
3.效果分析
熱修補方法改進前后修補的電解槽鋁液中鐵含量的對比分析結(jié)果見表1。

從表1可以看出,熱修補方法改進前由于鋼板在電解質(zhì)高溫下熔化,鋁液中鐵含量明顯升高,在實際生產(chǎn)中個別電解槽修補后鐵含量高達0.63%;熱修補方法改進后對鋁液中鐵含量沒有任何影響,確保了鋁液的合格率。
電解槽側(cè)部內(nèi)襯破損部位修補前后爐幫溫度及爐幫厚度的測量對比分析結(jié)果見表2。
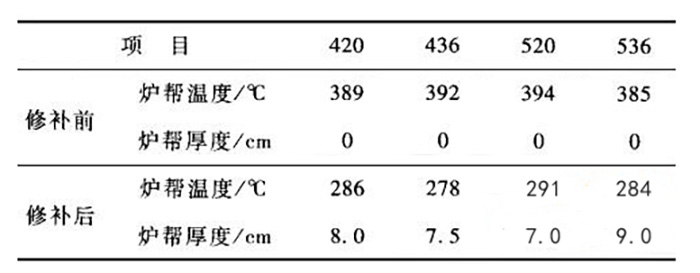
從表2可以看出,電解槽側(cè)部內(nèi)襯破損部位修補后,爐幫厚度增加了8cm左右,爐幫溫度降低了100℃以上,沒有發(fā)生爐幫發(fā)紅的現(xiàn)象,電解槽運行穩(wěn)定,爐膛逐步規(guī)整?,F(xiàn)已平穩(wěn)運行了一年多,取得了顯著的經(jīng)濟效益。
以上就是關(guān)于電解槽方面的全部內(nèi)容,如果大家有相關(guān)疑問或產(chǎn)品需求,歡迎咨詢榮盛耐材。
